Programmable Logic Controllers
New Product Introduction (NPI)
The following ladder logic programs were created using LJ Technical Systems PLC Ladder Editor.
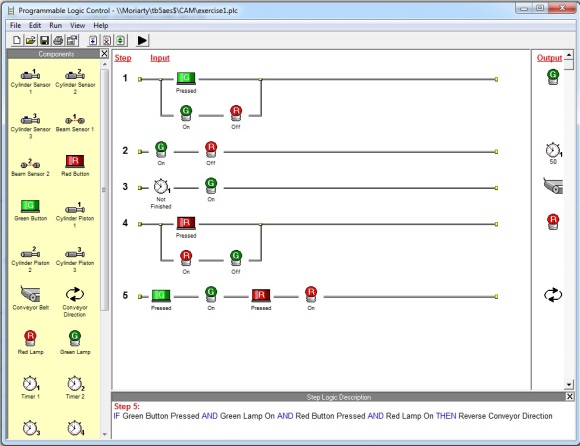
This program turns on the conveyor belt for 5 seconds when the green button is pressed. It can be cancelled at any time by pressing the red button. Pressing both buttons runs the conveyor in reverse. It does so using the following steps:
- When the green button is pressed and released, the green indicator light illuminates and stays illuminated. This OR creates a latch keeping the light on.
- A timer of 5 seconds is activated if the green light is on AND the red light off.
- The conveyor belt runs from right to left if the timer is still running AND the green light illuminated.
- If the red button is pressed it switches on the red light and turns off the green light (therefore step 2 and 3 no longer TRUE), stopping the timer and the belt, and creating a latch to keep the red light on.
- If both switches are pressed, the two lights illuminate and the conveyor runs in reverse.
[Main]
Toolbox=Default.tbx
NumSteps=5
Name=
Author=
Description=
[Step1]
Output=C26
Rung1=((C06=1) + (C26=1 & C25=0))
Rung2=
[Step2]
Output=CT1=50
Rung1=C26=1 & C25=0
Rung2=
[Step3]
Output=C23
Rung1=CT1=0 & C26=1
Rung2=
[Step4]
Output=C25
Rung1=((C05=1) + (C25=1 & C26=0))
Rung2=
[Step5]
Output=C24
Rung1=C06=1 & C26=1 & C05=1 & C25=1
Rung2=
Flashing Lights
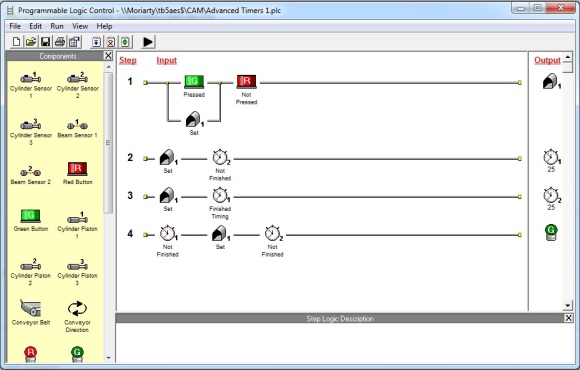
In this program when the green button is pressed the green light flashes on and off in 2.5 second intervals.
- When the green button is pressed AND the red button not (if the red button is pressed this is NOT TRUE and the system resets), a store is set. The OR creates a latch keeping the store set.
- The system creates two timers set at 2.5 seconds each. Timer 2 only starts to run when timer 1 has finished.
- The green light is on when timer 1 AND timer 2 AND store 1 is set. When timer 1 finishes counting down this is NOT TRUE and the light is off. As both timers reset after timer 2 finishes counting down, this is now TRUE and the light turns on again.
- This will run until the red button is pressed.
[Main]
Toolbox=Default.tbx
NumSteps=4
Name=
Author=
Description=
[Step1]
Output=CS1
Rung1=((C06=1) + (CS1=1)) & C05=0
Rung2=
[Step2]
Output=CT1=25
Rung1=CS1=1 & CT2=0
Rung2=
[Step3]
Output=CT2=25
Rung1=CS1=1 & CT1=1
Rung2=
[Step4]
Output=C26
Rung1=CT1=0 & CS1=1 & CT2=0
Rung2=
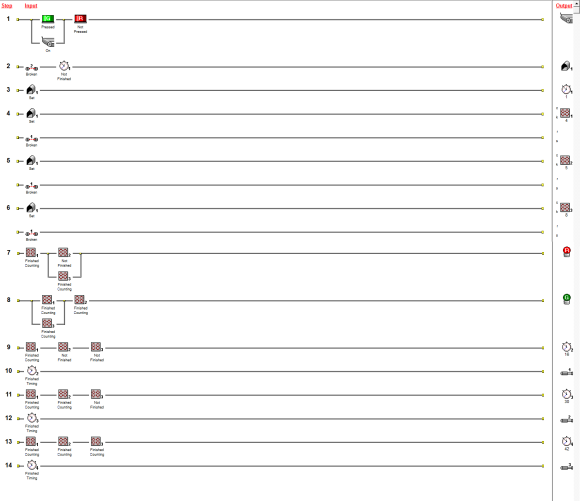
Width Sorting
The following program uses several counters and timers to sort the pieces by width. The left piston pushes wide pieces into the left bucket, the middle piston sorts medium pieces while the right most piston sorts the narrow pieces.
When the piece passes through the second beam, a sort is set and three counters are linked to the store. As the piece passes through beam two the beam will stay broken for a certain period of time depending on the size of the piece. The width of the pieces is measured in tenths of a second:
- Narrow piece, counter one: 4 tenths of a second
- Medium piece, counter two: 5 tenths
- Wide piece, counter three: 8 tenths
If a narrow piece passes through the beam, counter one will finish counting before the rest, activating another timer. This new timer is programmed to finish counting when the narrow piece is in front of piston one, and piston one is activated when this timer finishes, hence the narrow piece is pushed into the right most bucket.
Likewise when a medium piece passes through counters one and two will finish, and when a wide piece passes through all timers will finish. Using this method allows the use of several AND commands to set new timers to activate the appropriate piston.
The timers are rest when a new piece passes through beam one. The downside of this is that only one piece can be sorted at a time.
The above is a good demonstration to what processes PLCs are used to control. From industrial processes, such as controlling the rate of feed of a conveyor system, operating pistons to position various components in the production process, to controlling the positioning of cameras in the film industry.
